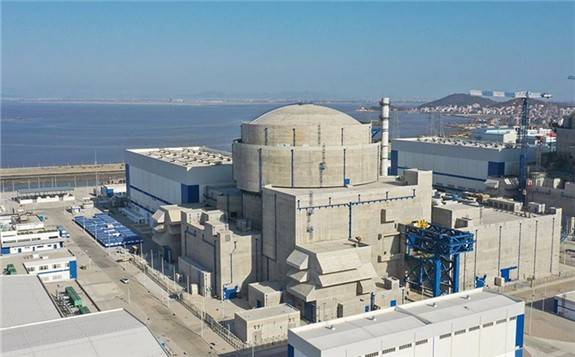
主管道連接著反應(yīng)堆壓力容器、蒸汽發(fā)生器和主冷卻劑泵,是一回路反應(yīng)堆冷卻劑系統(tǒng)壓力邊界的重要組成部分,運(yùn)行時(shí)長期承受反應(yīng)堆冷卻劑的高溫、高壓,堪稱核電站的主動(dòng)脈。主管道焊接處于核電站建造的關(guān)鍵路徑,焊接質(zhì)量和工藝要求十分嚴(yán)格,施工技術(shù)難度大,其焊接質(zhì)量直接關(guān)系到核電站的安全運(yùn)行。
K-2/K-3機(jī)組主管道焊接采用窄間隙TIG自動(dòng)焊技術(shù),具有焊接殘余應(yīng)力小、焊縫質(zhì)量高、焊接可全過程監(jiān)控、勞動(dòng)強(qiáng)度低等優(yōu)點(diǎn)。中方人員克服不利因素,嚴(yán)格控制焊接過程參數(shù),全程過程質(zhì)量控制,確保了K-2機(jī)組主管道焊接順利完成。